
Page 1144 - S.I.T.E.切削工具ガイドブックVol.4 鉄鋼・難削材料用
P. 1144
υ
Ϧ
ϧ ࡾඛཱπʔϧ
%3*--4
8)43 "5)
43Ճ༻ߗυϦϧ %λΠϓ
ߗυϦϧ $BSCJEF %SJMM GPS 43 NBDIJOJOH % 5ZQF
$"3#*%& %3*--4
ϋΠευϦϧ
)44 %3*--4 ɹ
֎෦څ༉
&95&3/"- 3&'6&-*/(
෦څ༉
*/5&3/"- $00-"/5 4611-:
ετϨʔτγϟϯΫ
453"*()5 4)"/,
ςʔύγϟϯΫ ۚܕͷྫྷ٫݀ʹ͓͚ΔԠྗ৯ׂΕΛ੍
5"1&3 4)"/, 4VQQSFTTJPO PG TUSFTT DPSSPTJPO DSBDLJOH JO UIF DPPMJOH IPMF PG UIF NPME
ϔουަࣜ
)&"% &9$)"/(& 5:1&
ελϯμʔυ ެࠩ NN 5PMFSBODF
45"/%"3% ܘ γϟϯΫ
ߴਫ਼Ճ͚ I I
)*() 13&$*4*0/
ઌϑϥοτ
'-"5 ୯Ґʢੇ๏ NNʣʗ6OJUʢ4J[F NNʣ
ҐஔܾΊ
4105 %3*--*/( 5:ίʔυ ܕ൪ ܘ 3 ܘ %D ߔ Ὑ टԼ Ὑ શ - γϟϯΫܘ %T ྨ
ஈ͖υϦϧ
45&1 %3*--4
༻్ผ $PEF .PEFM OVNCFS 3BEJVT %JB 'MVUF -FOHUI 6OEFS /FDL -FOHUI 0WFSBMM -FOHUI 4IBOL %JB $MBTTJGJDBUJPO
'03 "11-*$"5*0/ )5 8)43 "5) ˔
)5 8)43 "5) ˔
)5 8)43 "5) ˔
)5 8)43 "5) ˔
)5 8)43 "5) ˔
)5 8)43 "5) ˔
)5 8)43 "5) ˔
)5 8)43 "5) ˔
)5 8)43 "5) ˔
)5 8)43 "5) ˔
)5 8)43 "5) ˔
)5 8)43 "5) ˔
)5 8)43 "5) ˔
)5 8)43 "5) ˔
˔ϝʔΧʔඪ४ɹ˘ಛఆɹ˔.BLFS TUBOEBSEɹ˘4QFDJGJD QSPEVDU
ΦʔΤεδʔ
04(
ෆೋӽ
/"$)* '6+*,04)*
ࡾඛཱπʔϧࡾඛཱπʔϧ
.*546#*4)* )*5"$)* 500-"$)* 500-
.*546#*4)* )*5
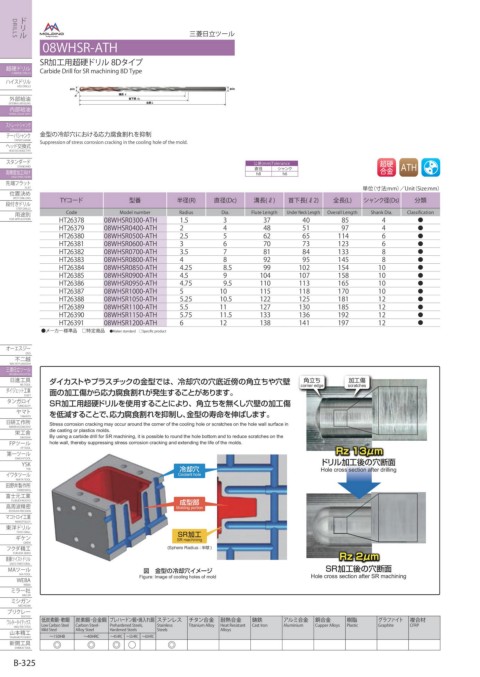
ਐ۩ μΠΧετϓϥενοΫͷۚܕͰɺྫྷ٫݀ͷ݀ఈۙͷཱ֯ͪ݀น ཱ֯ͪ Ճই
/4 500- corner edge scratches
μΠδΣοτۀ ໘ͷՃই͔ΒԠྗ৯ׂΕ͕ൃੜ͢Δ͜ͱ͕͋Γ·͢ɻ
%*+&5
λϯΨϩΠ 43Ճ༻ߗυϦϧΛ༻͢Δ͜ͱʹΑΓɺཱ֯ͪΛແ݀͘͠นͷՃই
56/("-0:
ϠϚτ Λݮ͢Δ͜ͱͰɺԠྗ৯ׂΕΛ੍͠ɺۚܕͷण໋Λ৳͠·͢ɻ
:"."50
ݚ࡞ॴ Stress corrosion cracking may occur around the corner of the cooling hole or scratches on the hole wall surface in
/*,,&/ ,04",64)0 die casting or plastics molds.
ӫࣷ By using a carbide drill for SR machining, it is possible to round the hole bottom and to reduce scratches on the
&*,04)"
'1πʔϧ hole wall, thereby suppressing stress corrosion cracking and extending the life of the molds.
3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3[
'1 500- 3[ ЖN[[[[[[[[ ЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖNNNNNNNNNNNNN ЖN
ୈҰπʔϧ
υϦϧՃޙͷ݀அ໘ϦϧՃޙͷ݀அՃޙͷ
%"**$)* 500- υ ໘
:4,
:4, ྫྷ٫݀ H Hole cross section after drillingole crosss section aftf er drilling
Πϫλπʔϧ Coolant hole
*8"5" 500-
ాҪ࡞ॴ
5"/0* .'(
࢜ݩۀ
'6+*(&/ ,0(:0 ܕ෦
ߴपਫ਼ີ Molding portion
,04)6)" 13&$*4*0/
ϚίτϩΠۀ
.",050-0:
౦༸υϦϧ
50:0 %3*-- 43Ճ
Ϊέϯ SR machining
(*,&/
ϑΫμਫ਼ 4QIFSF 3BEJVT ٿ
3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3[
'6,6%" 4&*,0 3[ ЖN[[[[[[[[[[[[[[[[[[[[ ЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖЖNNNNNNNNNNNNNNNЖN
ࡈ౻πΠετυϦϧ
4"*50 58*45 %3*--
."πʔϧ ਤɹۚܕͷྫྷ٫݀Πϝʔδ 43Ճޙͷ݀அ໘
." 500- Figure: Image of cooling holes of mold Hole cross section after SR machining
8&#"
8&#"
ϛϥʔࣾ
.*--&3
ϛγΨϯ
.*$)*("/
ϒϦΫϨʔ
#-*$,-&
ϫϧλʔλΠςοΫε ૉ߯ŋೈ߯ ૉ߯ŋ߹ۚ߯ ϓϨϋʔυϯ߯ɾমೖΕ߯ εςϯϨε νλϯ߹ۚ ߹ۚ ரమ Ξϧϛ߹ۚ ಔ߹ۚ थࢷ άϥϑΝΠτ ෳ߹ࡐ
8"-5&3 5*5&9 -PX $BSCPO 4UFFM $BSCPO 4UFFM 1SFIBSEFOFE 4UFFMT 4UBJOMFTT 5JUBOJVN "MMPZ )FBU 3FTJTUBOU $BTU *SPO "MVNJOJVN $VQQFS "MMPZT 1MBTUJD (SBQIJUF $'31
ࢁຊਫ਼ .JME 4UFFM "MMPZ 4UFFM )BSEFOFE 4UFFMT 4UFFMT "MMPZT
:".".050 4&*,0 ʙ )# ʙ )3$ ʙ )3$ ʙ )3$ ʙ )3$
৽։۩ ˕ ˕ ˕ ˓ ˕
4)*/,"* 500-
B-325