
Page 1903 - S.I.T.E.切削工具ガイドブックVol.4 鉄鋼・難削材料用
P. 1903
Χ
ỽ
ӫࣷ λ
ồ
$655&34
53 1
ߗλοϓϦϜʔό1MVT
5BQ 3FNPWFS 1MVT . ʙ. . ʙ. ߗΧολʔ
$"3#*%& $655&34
ɹ ' G ' G ϋΠεΧολʔ
)44 $655&34
γϟϯΫλΠϓ
4)"/, 5:1&
ϑϥΠεΧολʔ
4$3&8 4-055*/( 4"84
όΠτ
#*5
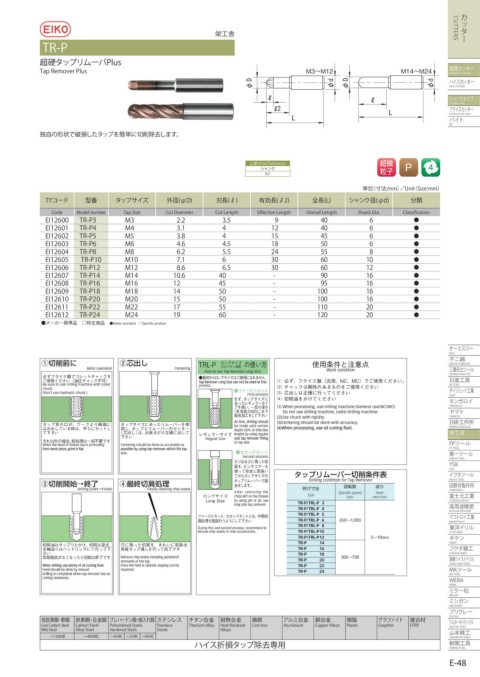
ಠࣗͷܗঢ়Ͱഁଛͨ͠λοϓΛ؆୯ʹআڈ͠·͢ɻ
ެࠩ NN 5PMFSBODF
γϟϯΫ
I
୯Ґʢੇ๏ NNʣʗ6OJUʢ4J[F NNʣ
5:ίʔυ ܕ൪ λοϓαΠζ ֎ܘ П% ਕ Ὑ ༗ޮ Ὑ શ - γϟϯΫܘ ПE ྨ
$PEF .PEFM OVNCFS 5BQ 4J[F $VU %JBNFUFS $VU -FOHUI &GGFDUJWF -FOHUI 0WFSBMM -FOHUI 4IBOL %JB $MBTTJGJDBUJPO
&* 53 1 . ˔
&* 53 1 . ˔
&* 53 1 . ˔
&* 53 1 . ˔
&* 53 1 . ˔
&* 53 1 . ˔
&* 53 1 . ˔
&* 53 1 . ˔
&* 53 1 . ˔
&* 53 1 . ˔
&* 53 1 . ˔
&* 53 1 . ˔
&* 53 1 . ˔
˔ϝʔΧʔඪ४ɹ˘ಛఆɹ˔.BLFS TUBOEBSEɹ˘4QFDJGJD QSPEVDU
ΦʔΤεδʔ
04(
ᶃલʹ ᶄਊग़͠ 53- 1 ʢηΧϯυΧοτઐ༻ʣ ͷ͍ํ ༻݅ͱҙ ෆೋӽ
ϩϯάαΠζ
/"$)* '6+*,04)*
Befor operation Centering Work condition ࡾඛཱπʔϧ
How to use Tap Remover Long Size.
ඞͣϑϥΠε൫ͰίϨοτνϟοΫΛ ˔ ࠷ॳ͔ΒϩϯάαΠζ͝༻ʹͳΕ·ͤΜ .*546#*4)* )*5"$)* 500-
͝༻͍ͩ͘͞ʢ༉ѹνϟοΫෆՄʣ ᾇඞͣɺϑϥΠε൫ʢ൚༻ɺ/$ɺ.$ʣͰ͝༻͍ͩ͘͞ɻ ਐ۩
Be sure to use milling machine with collet process. ᾈνϟοΫ߶ੑͷ͋ΔͷΛ͝༻͍ͩ͘͞ /4 500-
chuck. ˙ϑΝʔετΧοτ μΠδΣοτۀ
(Don't use Hydraulic chuck.) First process ᾉਊग़͠ਖ਼֬ʹߦ͍ͬͯͩ͘͞ %*+&5
·ͣɺλοϓαΠζʹ ᾊ༉Λ͔͚͍ͯͩ͘͞ λϯΨϩΠ
߹ͬͨϨΪϡϥʔλΠ (1) When processing, use milling machine (General use/NC/MC) 56/("-0:
ϓΛ͍ɺҰఆͷਂ͞
ʢ༗ޮͷ ʣ·Ͱ Do not use drilling machine, radial drilling machine. ϠϚτ
আڈՃΛͯ͠Լ͍͞ (2)Use chuck with rigidity. :"."50
λοϓંΕޱ͕ɺϫʔΫΑΓۃʹ λοϓαΠζʹ͋ͬͨϦϜʔόʔΛ be made until certain (3)Centering should be done with accuracy. ݚ࡞ॴ
Έग़͍ͯ͠Δ࣌ɺฏΒʹΧοτ͠ ༻͠ɺλοϓͱϦϜʔόʔͷηϯλʔ /*,,&/ ,04",64)0
ͯԼ͍͞ ʢਊग़͠ʣɺग़དྷΔ͚ͩਖ਼֬ʹग़ͯ͠ ϨΪϡϥʔαΠζ depth (50% of effective ӫࣷ
ӫࣷ
Լ͍͞ length) by using regular
&*,04)"
ͦΕҎ֎ͷ߹ɺલॲཧҰෆཁͰ͢ Regular Size &*,04)"
When the head of broken tap is protruding Centering should be done as accurately as to tap size. '1πʔϧ
'1 500-
size. ˙ηΧϯυΧοτ ୈҰπʔϧ
Second process
ωδࢁͳͲʹͬͨ %"**$)* 500-
۵ΛɺϐϯΤΞʔΛ :4,
ͬͯશʹऔআ͍ :4,
͔ͯΒϩϯάαΠζͷ λοϓϦϜʔόʔ݅ද Πϫλπʔϧ
ᶅ։࢝ˠऴྃ ᶆ࠷ऴ۵ॲཧ λοϓϦϜʔόʔͰআ Drilling condition for Tap Remover ૹΓ *8"5" 500-
ڈΛ͠·͢ɻ
ాҪ࡞ॴ
ճస
Drilling (StartˠFinish) Finally cleaning chip waste After removing the ݺͼੇ๏ 5"/0* .'(
feed
ϩϯάαΠζ chips left on the thread Size Spindle speed mm min ࢜ݩۀ
rpm
-POH 4J[F by using pin or air, use '6+*(&/ ,0(:0
long size tap remover. TR-P/TRL-P 3 ߴपਫ਼ີ
TR-P/TRL-P 4 ,04)6)" 13&$*4*0/
ϑΝʔετΧοτɺηΧϯυΧοτͱɺதؒ TR-P/TRL-P 5 ϚίτϩΠۀ
۵ॲཧΛճߦ͏Α͏ʹͯ͠Լ͍͞ TR-P/TRL-P 6 650ʙ1 000 .",050-0:
%VSJOH pSTU BOE TFDPOE QSPDFTT SFDPNNFOE UP TR-P/TRL-P 8 ౦༸υϦϧ
SFNPWF DIJQ XBTUF JO IPMF PDDBTJPOBMMZ TR-P/TRL-P10 50:0 %3*--
TR-P/TRL-P12 5ʙ10NN Ϊέϯ
༉λοϓϦͱ͔͚ɺ࣪ࣜɺ ݀ʹͬͨ۵Λɺ͖Ε͍ʹऔআ͖ɺ TR-P 14 (*,&/
ओ࣠ૹΓϋϯυϦϯάʹͯߦͬͯԼ ࠶λοϓ௨͠ΛߦͬͯྃͰ͢ TR-P 16 ϑΫμਫ਼
͍͞ TR-P 18 '6,6%" 4&*,0
߅͕ͳ͘ͳͬͨΒऴྃͰ͢ Remove chip waste including peripheral 300ʙ700 ࡈ౻πΠετυϦϧ
remnants of the tap. TR-P 20
Once the hole is cleared, tapping can be TR-P 22 4"*50 58*45 %3*--
Feed should be done by manual. resumed. TR-P 24 ."πʔϧ
Drilling is completed when tap remover has no ." 500-
cutting resistance.
8&#"
8&#"
ϛϥʔࣾ
.*--&3
ϛγΨϯ
.*$)*("/
ϒϦΫϨʔ
#-*$,-&
ૉ߯ŋೈ߯ ૉ߯ŋ߹ۚ߯ ϓϨϋʔυϯ߯ɾমೖΕ߯ εςϯϨε νλϯ߹ۚ ߹ۚ ரమ Ξϧϛ߹ۚ ಔ߹ۚ थࢷ άϥϑΝΠτ ෳ߹ࡐ ϫϧλʔλΠςοΫε
-PX $BSCPO 4UFFM $BSCPO 4UFFM 1SFIBSEFOFE 4UFFMT 4UBJOMFTT 5JUBOJVN "MMPZ )FBU 3FTJTUBOU $BTU *SPO "MVNJOJVN $VQQFS "MMPZT 1MBTUJD (SBQIJUF $'31 8"-5&3 5*5&9
.JME 4UFFM "MMPZ 4UFFM )BSEFOFE 4UFFMT 4UFFMT "MMPZT ࢁຊਫ਼
ʙ )# ʙ )3$ ʙ )3$ ʙ )3$ ʙ )3$ :".".050 4&*,0
ϋΠεંଛλοϓআڈઐ༻ ৽։۩
4)*/,"* 500-
E-48