
Page 1397 - S.I.T.E.切削工具ガイドブックVol.4 非鉄金属用
P. 1397
ΦʔΤεδʔ Ͷ͡Լ݀ܘදɹ3FDPNNFOEFE %SJMM )PMF 4J[F
ΦʔΤεδʔ Ͷ͡Լ݀ܘද
3FDPNNFOEFE %SJMM )PMF 4J[F ग़యɿΦʔΤεδʔגࣜձࣾ
ग़యɿΦʔΤεδʔגࣜձࣾ
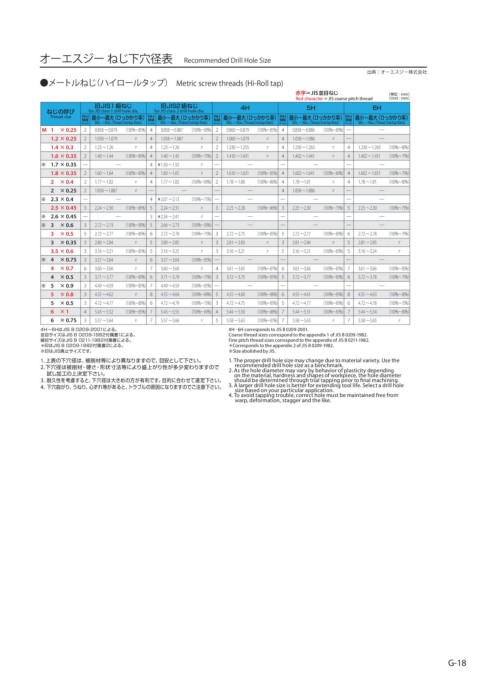
˔ϝʔτϧͶ͡ʢϋΠϩʔϧλοϓʣɹ.FUSJD TDSFX UISFBET )J 3PMM UBQ
ࣈʹJISฒͶ͡ ʢ୯Ґɿmmʣ
ϝʔτϧͶ͡ʢϋΠϩʔϧλοϓʣ Metric screw threads (Hi-Roll tap) Red characterʹJIS coarse pitch thread ʢUnitɿmmʣ
چ+*4 ڃͶ͡ چ+*4 ڃͶ͡ ) ) )
Ͷ͡ͷݺͼ for JIS class 1 drill hole dia. for JIS class 2 drill hole dia.
3)
3)
3)
3)
Thread size ਫ਼ ࠷খʙ࠷େʢͻ͔͔ͬΓʣ ਫ਼ ࠷খʙ࠷େʢͻ͔͔ͬΓʣ ਫ਼ ࠷খʙ࠷େʢͻ͔͔ͬΓʣ ਫ਼ ࠷খʙ࠷େʢͻ͔͔ͬΓʣ ਫ਼ ࠷খʙ࠷େʢͻ͔͔ͬΓʣ
3)
RH Limits Min. ʙ Max. (Thread Overlap Ratio) RH Limits Min. ʙ Max. (Thread Overlap Ratio) RH Limits Min. ʙ Max. (Thread Overlap Ratio) RH Limits Min. ʙ Max. (Thread Overlap Ratio) RH Limits Min. ʙ Max. (Thread Overlap Ratio)
M 1 ʷ 0.25 2 0.858 ʙ0.879 ʢ100ˋʙ85ˋʣ 4 0.858 ʙ0.887 ʢ100ˋʙ80ˋʣ 2 0.860 ʙ0.879 ʢ100ˋʙ85ˋʣ 4 0.858 ʙ0.886 ʢ100ˋʙ80ˋʣ ᴷ ɹɹɹɹ ᴷ
1.2 ʷ 0.25 2 1.058 ʙ1.079 ʏ 4 1.058 ʙ1.087 ʏ 2 1.060 ʙ1.079 ʏ 4 1.058 ʙ1.086 ʏ ᴷ ɹɹɹɹ ᴷ
1.4 ʷ 0.3 2 1.23 ʙ1.26 ʏ 4 1.23 ʙ1.26 ʏ 2 1.230 ʙ1.255 ʏ 4 1.230 ʙ1.263 ʏ 4 1.230 ʙ1.263 ʢ100ˋʙ80ˋʣ
1.6 ʷ 0.35 2 1.40 ʙ1.44 ʢ100ˋʙ80ˋʣ 4 1.40 ʙ1.45 ʢ100ˋʙ75ˋʣ 2 1.410 ʙ1.431 ʏ 4 1.402 ʙ1.441 ʏ 4 1.402 ʙ1.451 ʢ100ˋʙ75ˋʣ
˞ɹ1.7 ʷ 0.35 ᴷ ɹɹɹɹ ᴷ 4 ˎ1.50 ʙ1.55 ʏ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ
1.8 ʷ 0.35 2 1.60 ʙ1.64 ʢ100ˋʙ80ˋʣ 4 1.60 ʙ1.65 ʏ 2 1.610 ʙ1.631 ʢ100ˋʙ85ˋʣ 4 1.602 ʙ1.641 ʢ100ˋʙ80ˋʣ 4 1.602 ʙ1.651 ʢ100ˋʙ75ˋʣ
2 ʷ 0.4 2 1.77 ʙ1.82 ʏ 4 1.77 ʙ1.82 ʢ100ˋʙ80ˋʣ 2 1.78 ʙ1.80 ʢ100ˋʙ86ˋʣ 4 1.78 ʙ1.81 ʏ 4 1.78 ʙ1.81 ʢ100ˋʙ80ˋʣ
2 ʷ 0.25 2 1.858 ʙ1.887 ʏ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ 4 1.858 ʙ1.886 ʏ ᴷ ɹɹɹɹ ᴷ
˞ɹ2.3 ʷ 0.4 ᴷ ɹɹɹɹ ᴷ 4 ˎ2.07 ʙ2.13 ʢ100ˋʙ75ˋʣ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ
2.5 ʷ 0.45 3 2.24 ʙ2.30 ʢ100ˋʙ80ˋʣ 5 2.24 ʙ2.31 ʏ 3 2.25 ʙ2.28 ʢ100ˋʙ86ˋʣ 3 2.25 ʙ2.30 ʢ100ˋʙ75ˋʣ 5 2.25 ʙ2.30 ʢ100ˋʙ75ˋʣ
˞ɹ2.6 ʷ 0.45 ᴷ ɹɹɹɹ ᴷ 5 ˎ2.34 ʙ2.41 ʏ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ
˞ɹ3 ʷ 0.6 3 2.72 ʙ2.73 ʢ100ˋʙ90ˋʣ 5 2.66 ʙ2.73 ʢ100ˋʙ90ˋʣ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ
3 ʷ 0.5 5 2.72 ʙ2.77 ʢ100ˋʙ80ˋʣ 6 2.72 ʙ2.78 ʢ100ˋʙ75ˋʣ 3 2.72 ʙ2.75 ʢ100ˋʙ85ˋʣ 5 2.72 ʙ2.77 ʢ100ˋʙ80ˋʣ 6 2.72 ʙ2.78 ʢ100ˋʙ75ˋʣ
3 ʷ 0.35 3 2.80 ʙ2.84 ʏ 5 2.80 ʙ2.85 ʏ 3 2.81 ʙ2.83 ʏ 3 2.81 ʙ2.84 ʏ 5 2.81 ʙ2.85 ʏ
3.5 ʷ 0.6 3 3.16 ʙ3.21 ʢ100ˋʙ85ˋʣ 5 3.16 ʙ3.25 ʏ 3 3.16 ʙ3.21 ʏ 5 3.16 ʙ3.21 ʢ100ˋʙ85ˋʣ 5 3.16 ʙ3.24 ʏ
˞ɹ4 ʷ 0.75 3 3.57 ʙ3.64 ʏ 6 3.57 ʙ3.64 ʢ100ˋʙ85ˋʣ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ
4 ʷ 0.7 6 3.60 ʙ3.66 ʏ 7 3.60 ʙ3.66 ʏ 4 3.61 ʙ3.65 ʢ100ˋʙ87ˋʣ 6 3.61 ʙ3.66 ʢ100ˋʙ85ˋʣ 7 3.61 ʙ3.66 ʢ100ˋʙ85ˋʣ
4 ʷ 0.5 3 3.71 ʙ3.77 ʢ100ˋʙ80ˋʣ 6 3.71 ʙ3.79 ʢ100ˋʙ75ˋʣ 3 3.72 ʙ3.75 ʢ100ˋʙ85ˋʣ 5 3.72 ʙ3.77 ʢ100ˋʙ80ˋʣ 6 3.72 ʙ3.78 ʢ100ˋʙ75ˋʣ
˞ɹ5 ʷ 0.9 3 4.49 ʙ4.59 ʢ100ˋʙ85ˋʣ 7 4.49 ʙ4.59 ʢ100ˋʙ85ˋʣ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ ᴷ ɹɹɹɹ ᴷ
5 ʷ 0.8 3 4.55 ʙ4.62 ʏ 8 4.55 ʙ4.64 ʢ100ˋʙ80ˋʣ 5 4.55 ʙ4.60 ʢ100ˋʙ88ˋʣ 6 4.55 ʙ4.61 ʢ100ˋʙ85ˋʣ 8 4.55 ʙ4.63 ʢ100ˋʙ80ˋʣ
5 ʷ 0.5 3 4.72 ʙ4.77 ʢ100ˋʙ80ˋʣ 6 4.72 ʙ4.79 ʢ100ˋʙ75ˋʣ 3 4.72 ʙ4.75 ʢ100ˋʙ85ˋʣ 5 4.72 ʙ4.77 ʢ100ˋʙ80ˋʣ 6 4.72 ʙ4.78 ʢ100ˋʙ75ˋʣ
6 ʷ 1 4 5.43 ʙ5.52 ʢ100ˋʙ85ˋʣ 7 5.43 ʙ5.55 ʢ100ˋʙ80ˋʣ 4 5.44 ʙ5.50 ʢ100ˋʙ88ˋʣ 7 5.44 ʙ5.51 ʢ100ˋʙ85ˋʣ 7 5.44 ʙ5.54 ʢ100ˋʙ80ˋʣ
6 ʷ 0.75 3 5.57 ʙ5.64 ʏ 7 5.57 ʙ5.66 ʏ 5 5.58 ʙ5.63 ʢ100ˋʙ87ˋʣ 7 5.58 ʙ5.63 ʏ 7 5.58 ʙ5.65 ʏ
)ʙ )+*4 # ʹΑΔɻ 4H - 6H corresponds to JIS B 0209-2001.
ฒαΠζ+*4 # ଐॻ ʹΑΔɻ Coarse thread sizes correspond to the appendix 1 of JIS B 0209-1982.
ࡉαΠζ+*4 # ଐॻʹΑΔɻ Fine pitch thread sizes correspond to the appendix of JIS B 0211-1982.
ˎҹ+*4 # ଐॻ ʹΑΔɻ ˎCorresponds to the appendix 2 of JIS B 0209-1982.
˞ҹ+*4ഇࢭαΠζͰ͢ɻ ˞Size abolished by JIS.
1. ্දͷԼ݀ܘɺඃࡐʹΑΓҟͳΓ·͢ͷͰɺ҆ͱͯ͠Լ͍͞ɻ 1. The proper drill hole size may change due to material variety. Use the
2. Լ݀ܘඃࡐɾߗ͞ɾܗঢ়ੇ๏ʹΑΓ্͕Γੑ͕ଟগมΘΓ·͢ͷͰ recommended drill hole size as a benchmark.
ࢼ͠Ճͷ্ܾఆԼ͍͞ɻ 2. As the hole diameter may vary by behavior of plasticity depending
on the material, hardness and shapes of workpiece, the hole diameter
3. ٱੑΛߟྀ͢ΔͱɺԼ݀ܘେ͖Ίͷํ͕༗རͰ͢ɻతʹ߹ΘͤͯબఆԼ͍͞ɻ should be determined through trial tapping prior to f nal machining.
4. Լ݀ۂ͕Γɺ͏ͶΓɺ৺ͣΕ͕͋ΔͱɺτϥϒϧͷݪҼʹͳΓ·͢ͷͰ͝ҙԼ͍͞ɻ 3. A larger drill hole size is better for extending tool life. Select a drill hole
size based on your particular application.
4. To avoid tapping trouble, correct hole must be maintained free from
warp, deformation, stagger and the like.
G-18